



联系我们

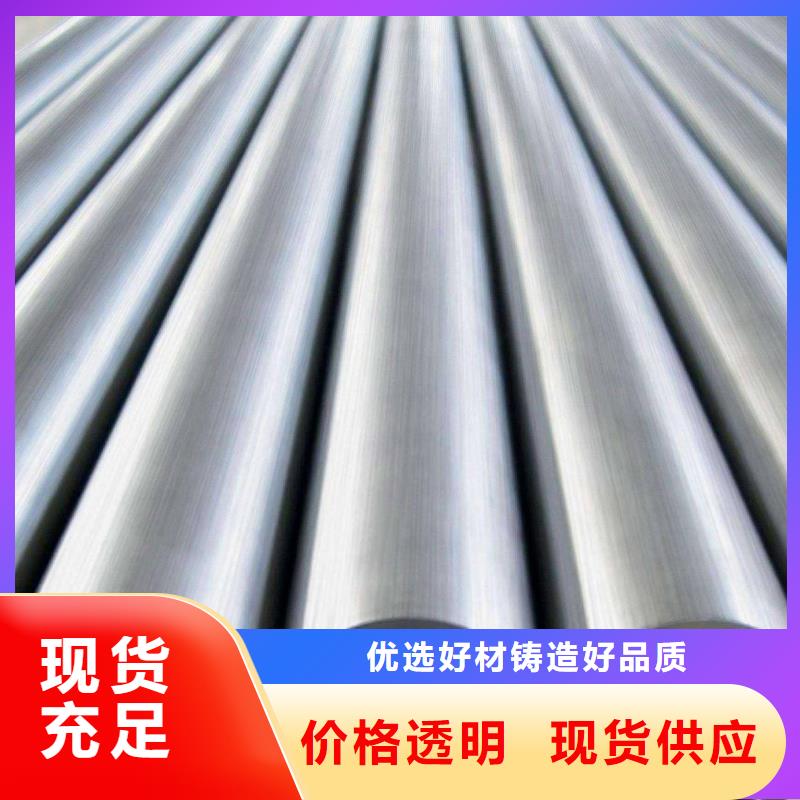
精密钢管-20#精密管重信誉厂家
更新时间:2025-07-06 14:21:14 ip归属地:石家庄,天气:阴,温度:25-33 浏览次数:4 公司名称: 融拓金属材料(石家庄市井陉矿区分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 7/kg |
| 发货期限 | 3-5天 |
| 供货总量 | 8988896 |
| 运费说明 | 电议 |
| 产品材质 | 齐全 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 适用领域 | 机械 化工 建材 |
| 产地 | 山东 |
| 材质 | 45# |
| 品牌 | 融拓 |
| 范围 | 精密钢管-20#精密管供应范围覆盖河北省 石家庄市 井陉矿区、长安区、桥东区、桥西区、裕华区、井陉县、正定县、栾城县、行唐县、灵寿县、高邑县、深泽县、赞皇县、无极县、平山县、元氏县、赵县、辛集市、藁城区、晋州市、新乐市、鹿泉区等区域。 |

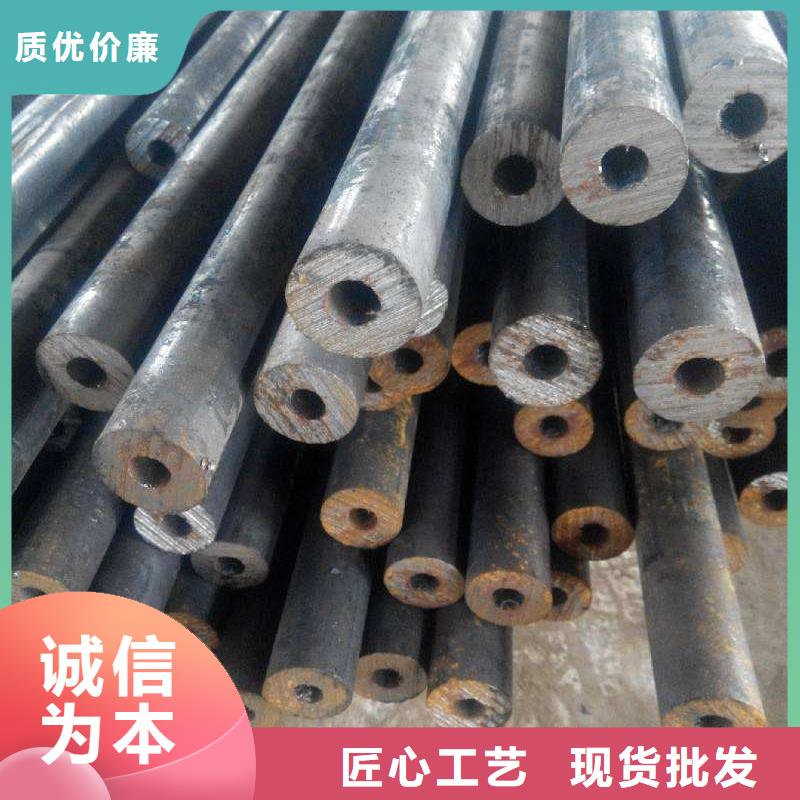

孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的 规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20#精轧管机设计φ508mm或φ530mm机型完全可能。


精密无缝钢管一般常用布氏、洛氏、维氏三种硬度指标来衡量其硬度。在精密无缝钢管标准中,布氏硬度用途广,往往以压痕直径来表示该材料的硬度,既直观,又方便。但是对于较硬的或较薄的钢材的钢管不适用。精密无缝钢管洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。洛氏硬度试验是目前应用很广的方法,其中HRC在钢管标准中使用仅次于布氏硬度HB。洛氏硬度可适用于测定由极软到极硬的金属材料,它弥补了布氏法的不是,较布氏法简便,可直接从硬度机的表盘读出硬度值。但是,由于其压痕小,故硬度值不如布氏法准确。精密无缝钢管维氏硬度试验也是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。它具有布氏、洛氏法的主要优点,而克服了它们的基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少用。



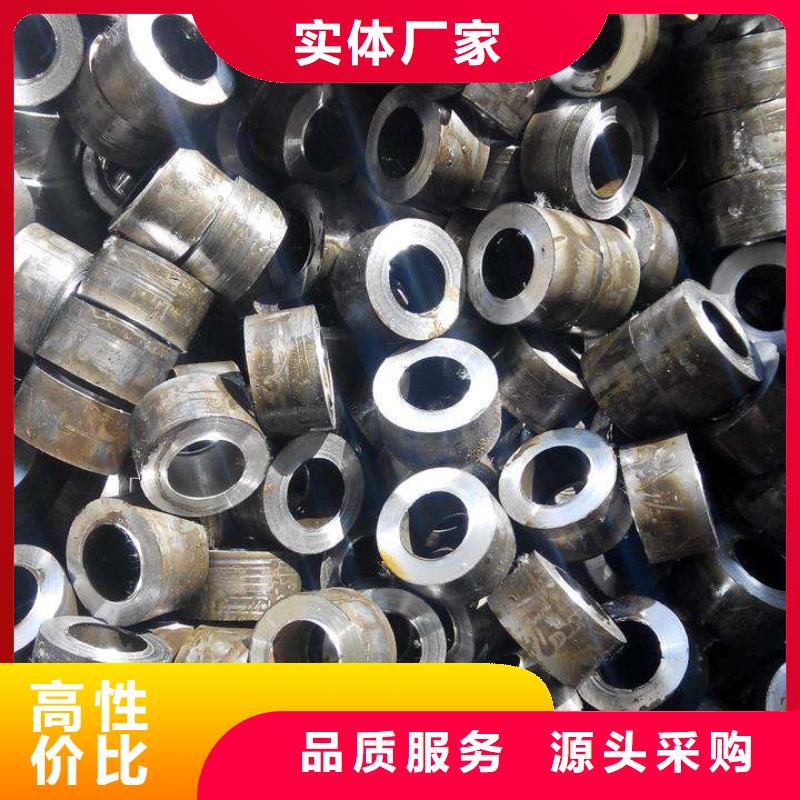
融拓金属材料(石家庄市井陉矿区分公司)不光重视 精密合金管新技术、新产品的引进和开发,而且学习国内外优质管理经验,不断创新管理模式,制作学习型组织,以精雕细镂的 精密合金管产品质量,务实的工作作风,服务于全国各地采购商。


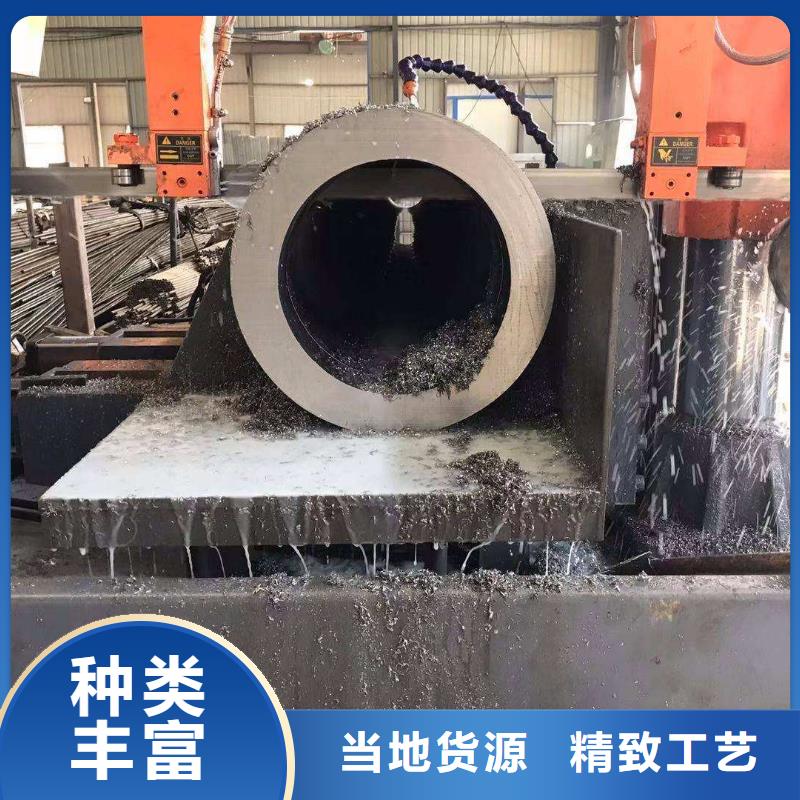
当输入热量不足时,被加热的精轧管边缘达不到精轧管温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的精轧管边缘超过精轧管温度,产生过烧或熔滴,使精轧管形成熔洞。精轧管的两个边缘加热到精轧管温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的精轧管。若挤压力过小,形成共同晶体的数量就小,精轧管金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出精轧管,不但降低了精轧管强度,而且会产生大量的内外毛刺,甚至造成精轧管搭缝等缺陷。
第三,精轧管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,精轧管强度下降;反之,精轧管边缘加热不足,挤压后成型不良。精轧管是一个或一组精轧管专用磁棒,精轧管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精轧管精轧管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精轧管精轧管边缘附近,使精轧管边缘加热到精轧管温度。精轧管用一根钢丝拖动在精轧管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于精轧管快速运动,精轧管受精轧管内壁的磨擦而损耗较大,需要经常更换。精轧管经精轧管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠精轧管的快速运动,将焊疤刮平。精轧管内部的毛刺一般不。


