

我们的Q355耐候中厚板价格多少产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:辽宁鞍山Q355耐候中厚板价格多少的图文介绍


采用适合的焊接线动能。手工电弧焊和混和气体环境保护焊时焊接线动能一般来说较小,这时候可以适度规模扩大企业有效的焊接线动能,能延长对接焊缝的制冷時间,降低或防止电焊焊接热危害区的热处理机构,与此同时还有益于氢的逸出,减少了冷裂痕的趋向。采用适合的焊接工艺和电焊焊接操作规范。在热轧带钢几类常见的焊接工工艺中,对接焊缝的超低温断裂韧性以清根两面双层混合气体保护焊*好,次之是清根两面双层手工制作焊丝焊,再度为不清根两面单面埋弧自动焊机。混合气体保护焊电焊焊接头的氢成分低,抗冷裂特性好,应优先选择选用。双层焊时,前一层焊缝对后一层焊缝具有加热的功效;然后一层焊缝对前一层焊缝又具有后热缓冷和回火的作用,因此 双层电焊焊接头比单面电焊焊接头抗裂纤维性强。当焊接横断面很大时,应选用双层多道焊。手工制作焊丝焊须维持短弧实际操作。手工制作焊丝焊和混合气维护全自动焊应在离去焊接边缘2O~30mm引弧,电孤平稳后再拖到焊接边缘开展一切正常电焊焊接。焊接尾端务必选用回焊结束法,回焊长短应是25~40mm;电焊焊接弧坑务必焊满。4防止高韧性锈蚀钢板电焊焊接热裂痕的方式高韧性锈蚀钢板的电焊焊接热裂痕主要是焊接的结晶体裂痕。现有的电焊焊接实践经验证明,高韧性锈蚀钢板焊接的热裂趋向比一般锈蚀钢板小,可能与高韧性锈蚀钢板更低的硫、辽宁鞍山同城磷成分及较高的锰成分及手氩弧焊时应用的偏碱焊丝相关。耐候钢板



【多麦金属】高锰耐磨耐候钢板生产厂家(鞍山市分公司)是一家专营(辽宁鞍山) 本地 耐磨500钢板的大型企业,可根据客户要求尺寸定做。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、优质的产品、低廉的价格、优质的服务
公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。


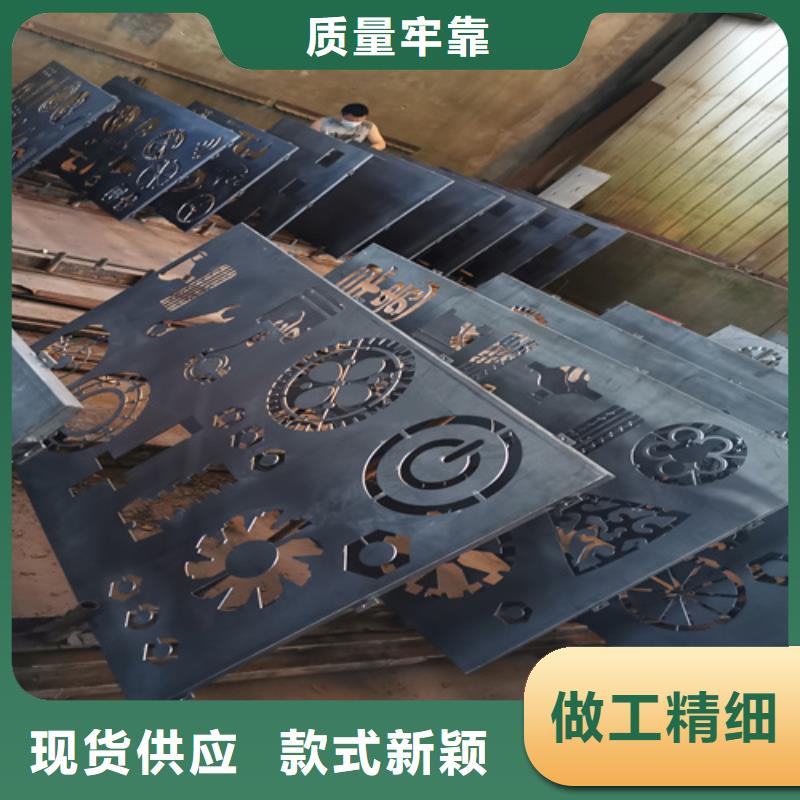
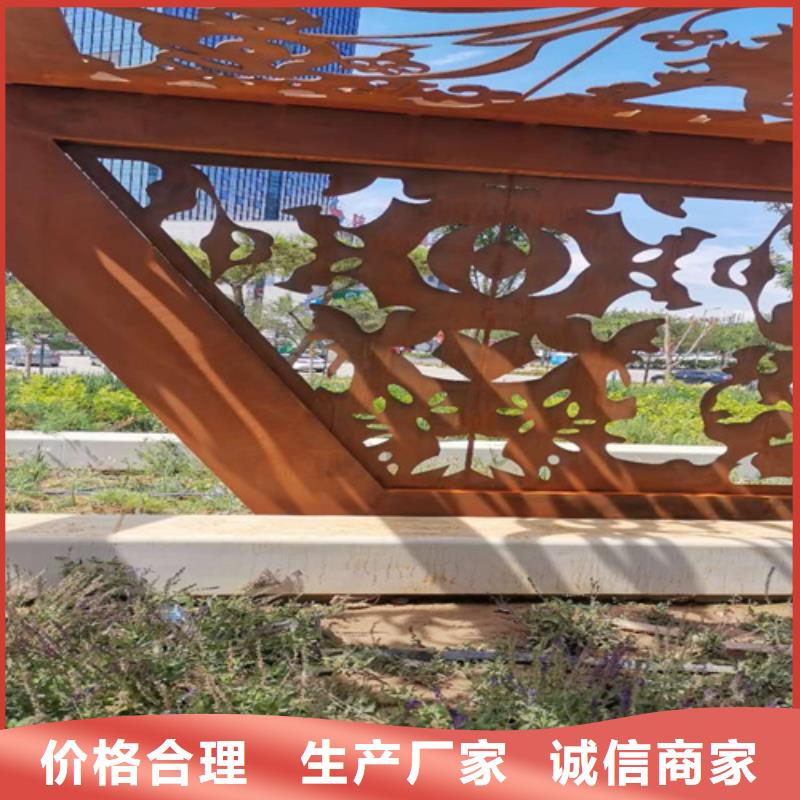
耐候钢板在很多的建筑物特别是古建筑的旅游景点都是有耐候板的,它的装饰效果非常好看,有的时候对于其中的性能都是比较优越的,有的耐候板的性能比较优越,也是比较坚硬的,然而对于耐候板而言要正确的进行理解它是怎么做的?它在做完之后就要进行安装,常见的安装的步骤又是怎样的呢?耐候钢板的做法:耐候板一般采用精料入炉-冶炼(转炉、辽宁鞍山本地电炉-微合金化处理-吹氩-LF精炼-低过热度连铸)-控轧控冷等工艺路线。在冶炼时,废钢随炉料一起加入炉内,按常规工艺冶炼,出钢后加入脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连铸机铸成板坯。由于钢中加入稀土元素,耐候板得到净化,夹杂物含量大为减少。耐候板的安装步骤:安装前对锈蚀钢板板块及U型槽进行检查验收,主要检查规格数量是否正确;加工精度及U型槽的开孔位置是否满足安装要求;务必使材料质量达到优良。 首先进行的是U型槽的安装,该工序是介于龙骨安装之后进行的定位,其安装质量优良能使锈钢板安装的平整度和整体质量得到保障。 用水准仪和米尺抄平,抄平时在竖框的外侧上标上水平线位置板材中缝位置的确定要根据设计及施工实际情况,在横框上弹一条水平线介于两条竖直线之间。幕墙顶部吊竖框纵向分格线在幕墙龙骨安装调整完毕后进行。通常情况下,幕墙平面右侧转角位置开始为分格线,按设计分格弹在竖框上。 根据弹好的水平线和竖向分格线逐根将U型槽固定焊在竖框上,用水平仪和线锤校核水平和垂直度后再满焊在竖框上,清理焊渣、辽宁鞍山本地刷防锈漆。 U型槽安装后进行面板安装,锈蚀钢板安装主要是先将锈蚀钢板面板左右内侧的Φ8钢插销与已安装好的U型槽孔洞进行榫接固定,得益于前期对U型槽加工、辽宁鞍山本地安装的质量控制体系,此刻的面板安装只需榫接后自然而然就达到横平竖直,表面平整的质量要求,在一定范围内进行微调后即可将钢板上端用螺栓固定;面板从下往上安装,位于上方的锈蚀钢板压住下方钢板上口螺钉栓接部位,使之隐蔽后形成无焊接、辽宁鞍山本地无胶缝、辽宁鞍山本地面层无螺栓,浑然一体的整体效果。



幕墙装饰用耐候钢板制作一、辽宁鞍山同城转炉:1、辽宁鞍山同城装入量坚持稳定,废铜按2.8kg/t随废钢参加炉内,消费过程中不得互换炉子和交叉冶炼其它钢种。后一炉冶炼完毕后,倒净炉内余钢、辽宁鞍山同城余渣,下一炉不得冶炼Cu含量请求低于0.10%的钢种;2、辽宁鞍山同城出钢温度≥1640℃,终点碳小于0.06%;3、辽宁鞍山同城出钢渣料:600kg石灰+400kg合成渣,出钢过程镍板按2.3kg/t参加,其它合金按工艺卡请求参加(即硅锰4.8kg/t,硅铁2.0kg/t,低碳铬铁17.5kg/t)。二、辽宁鞍山同城精炼:1、辽宁鞍山同城脱氧剂运用电石和铝粒;2、辽宁鞍山同城锑锭(Sb含量99.8%)在 样后参加,提早准备好破碎的锑锭、辽宁鞍山同城镍板和废铜;3、辽宁鞍山同城钛铁在脱氧良好、辽宁鞍山同城吊包前15分钟参加,如加硼铁需在钛铁参加5-7分钟后参加,钛铁前铝不得控制过高(控制在0.015%以内),避免参加钛铁后增铝铝高;4、辽宁鞍山同城硫含量不宜控制过低,精炼出站硫控制在0.007-0.008%;5、辽宁鞍山同城为保证过热度满足公司请求,钢包运用热周转钢包,开浇炉过热度按35-45℃(倡议吊包温度1610-1620℃控制),连浇炉按20-30℃控制(倡议吊包温度按1575-1580℃)。6、辽宁鞍山同城钢水钙处置,保证喂线效果,开浇炉喂钙线250m,确保吊包样Ca含量大于0.0020%,连浇炉喂钙线100-200m/炉,确保吊包样钙含量在0.0015-0.0020%。三、辽宁鞍山同城连铸(内弧角部裂纹控制):1、辽宁鞍山同城连铸开浇布置中间包快换,该组浇铸完毕布置中间包慢换。前一组停浇前与水处置联络控制一冷水温,保证此钢种浇铸一冷进水温度为31-38℃;2、辽宁鞍山同城开浇前一冷、辽宁鞍山同城二冷工况保证正常无梗塞,喷淋条、辽宁鞍山同城喷嘴对中无偏移,铸坯不跑偏,比水量按0.4L/kg;3、辽宁鞍山同城确保水口对中正常无偏斜;4、辽宁鞍山同城正常开浇后,控制结晶器水温差请求8-9℃;5、辽宁鞍山同城选用日建包晶钢维护渣,西保220*260的10管维护渣备用;6、辽宁鞍山同城现场丈量铸坯角部温度,高温矫直,按进拉浇机温度不低于950℃控制,温度低时能够恰当进步拉速调整;7、辽宁鞍山同城铸坯步进冷床堆冷;8、辽宁鞍山同城按1块/炉在不同流上取400mm长试样,用于检查角部裂纹及纵剖样低倍剖析,取样时标识好炉号、辽宁鞍山同城流数及内弧面。